




激光淬火齒輪和齒圈,熱注入量小,齒輪或齒圈熱變形小,不降低齒輪精度,不破壞齒面表面粗糙度,激光熔覆技術可以直接修復斷牙。

激光淬火修復技術工藝步驟
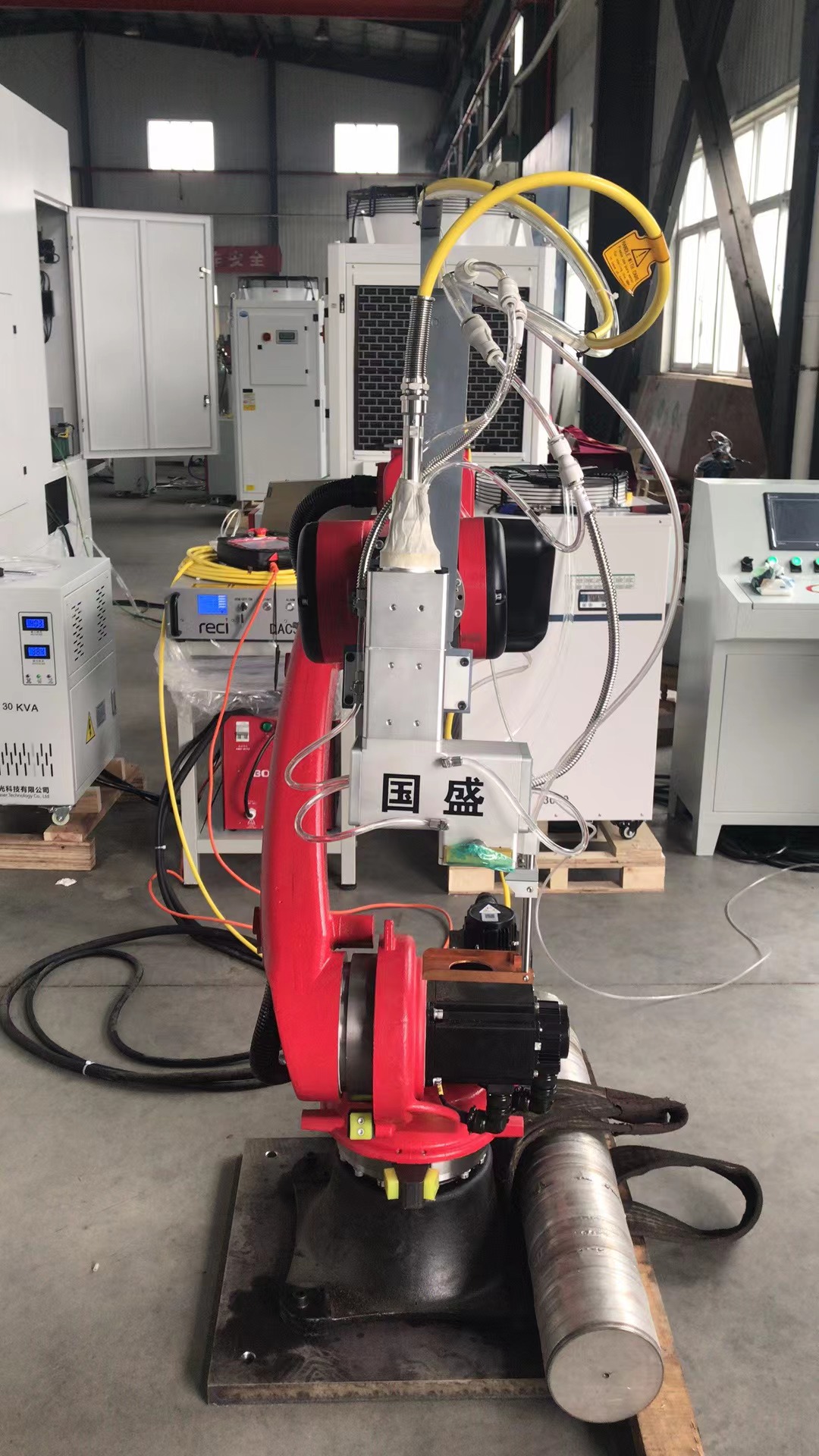
(1)工藝流程:將大齒輪夾緊在激光加工機床上,清除齒輪齒面的油污和銹斑;在需要激光加工的齒面和軸頸部位噴涂吸光涂料,然后用激光加工程序對齒面(齒頂、齒根等)進行淬火。).
(2)淬火工藝參數:激光淬火后的齒面硬度范圍可控制在HRC35— 45之間;硬化層的深度為0.4-0.6毫米;激光功率為2.0-3.5 kw;淬火速度為10–50mm/s,根據齒輪齒面、齒根和齒頂對材料表面硬度的不同要求,采用數控系統分段分區改變工藝參數,獲得相應的激光硬化層。激光淬火后,不回火,齒面表面粗糙度基本不變。
(3)激光熔覆的工藝指標:單層激光熔覆厚度可根據需要在0.2-2.5毫米之間調整。激光熔覆層的硬度可根據工件的要求在HRC 25-60之間調節。對于大型鋼齒輪,可以不預熱直接包覆。熔覆層均勻連續,無裂紋、氣孔等冶金缺陷。










免責聲明:當前頁為 大型齒輪的激光淬火及修復技術工藝產品信息展示頁,該頁所展示的 大型齒輪的激光淬火及修復技術工藝產品信息及價格等相關信息均有企業自行發布與提供, 大型齒輪的激光淬火及修復技術工藝產品真實性、準確性、合法性由店鋪所有企業完全負責。世界工廠網對此不承擔任何保證責任,亦不涉及用戶間因交易而產生的法律關系及法律糾紛,糾紛由會員自行協商解決。
友情提醒:世界工廠網僅作為用戶尋找交易對象,就貨物和服務的交易進行協商,以及獲取各類與貿易相關的服務信息的渠道。為避免產生購買風險,建議您在購買相關產品前務必確認供應商資質及產品質量。過低的價格、夸張的描述、私人銀行賬戶等都有可能是虛假信息,請您謹慎對待,謹防欺詐,對于任何付款行為請您慎重抉擇。
投訴方式:fawu@gongchang.com是處理侵權投訴的專用郵箱,在您的合法權益受到侵害時,請將您真實身份信息及受到侵權的初步證據發送到該郵箱,我們會在5個工作日內給您答復,感謝您對世界工廠網的關注與支持!
(c)2008-2026 世界工廠網V3.6 All Rights Reserved 豫ICP備2024066506號










