








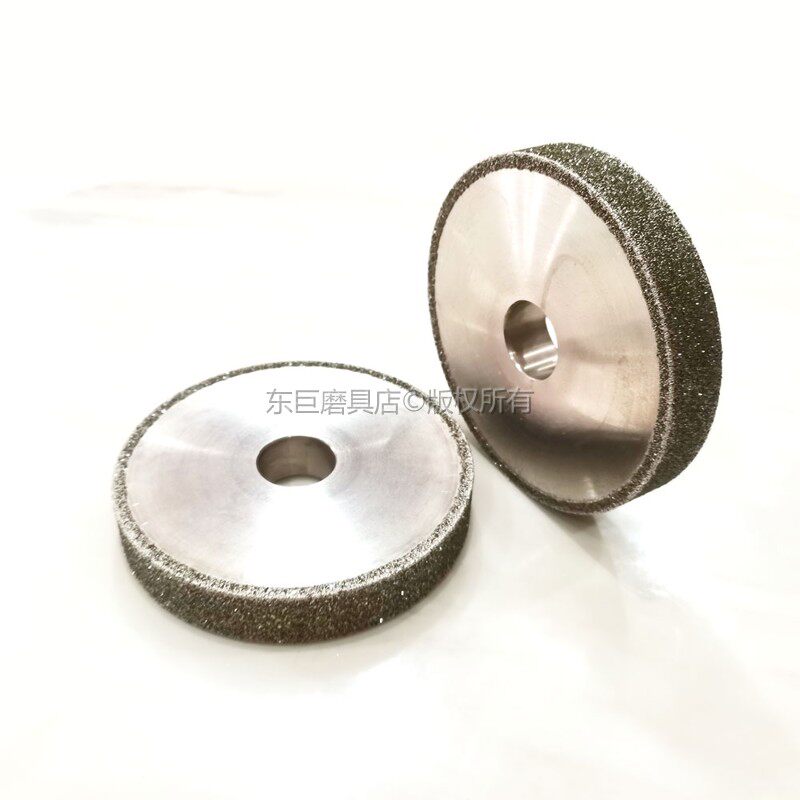
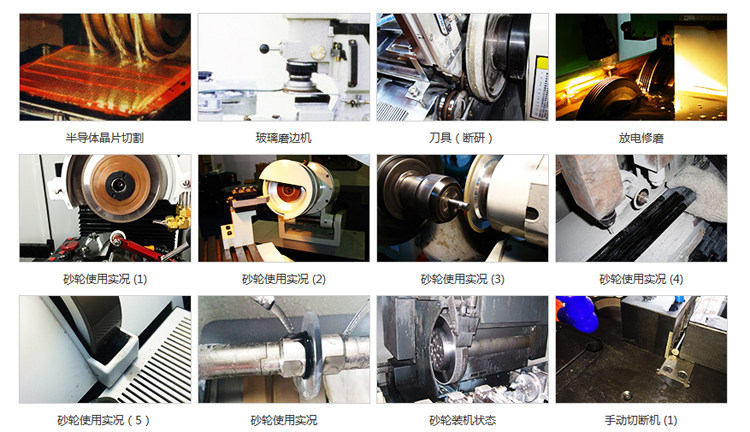
金剛石磨輪的成型工藝簡單,生產成本低。電鍍砂輪雖然只有一層鍍層,且不能修整,在加工過程中,較難知道,何時磨層受損,但適用于小批量的機械加工和幾何圖形復雜成型磨加工用和作為修整滾輪用。電鍍金剛石磨輪已成功地應用于修整成形磨削用的普通砂輪或者直接對工件進行成型磨削,并廣泛地用于加工曲軸、軸承、液壓閥件等。
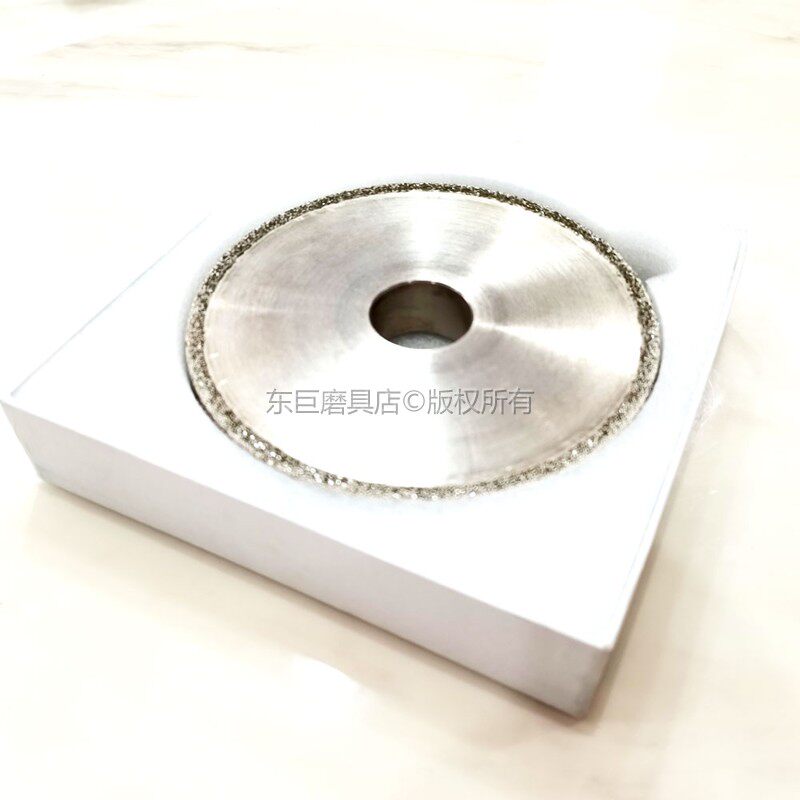
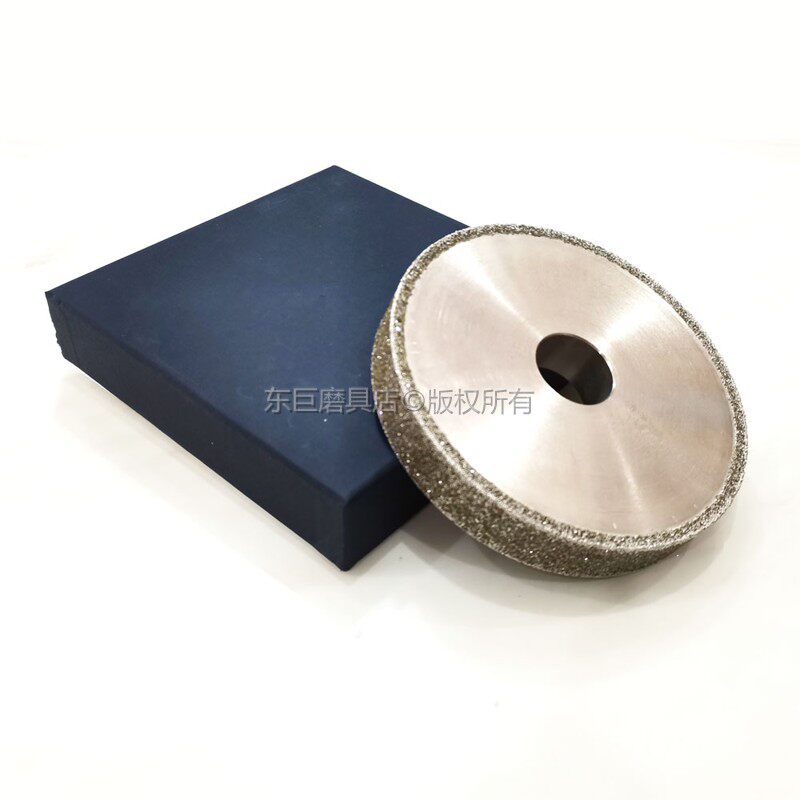
產品名稱:金剛石磨輪
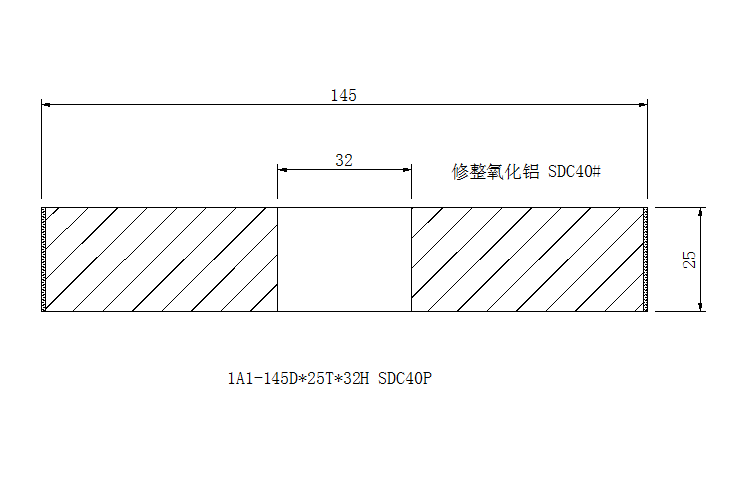
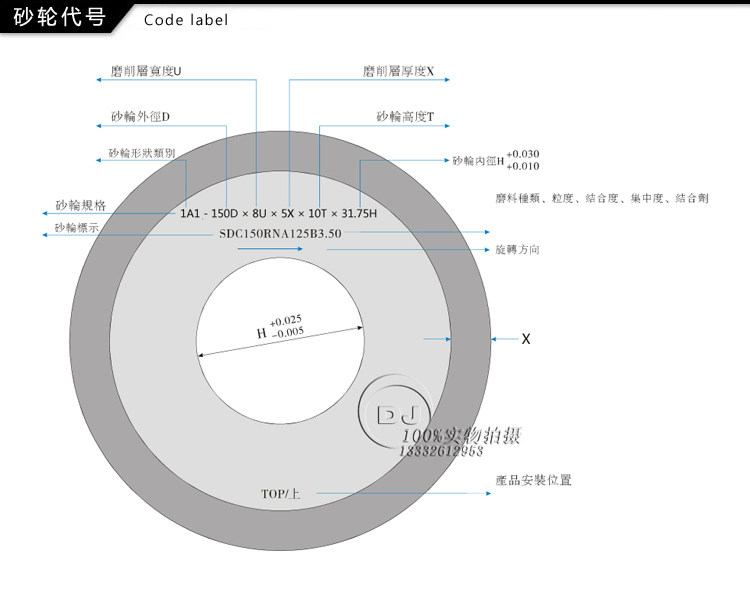
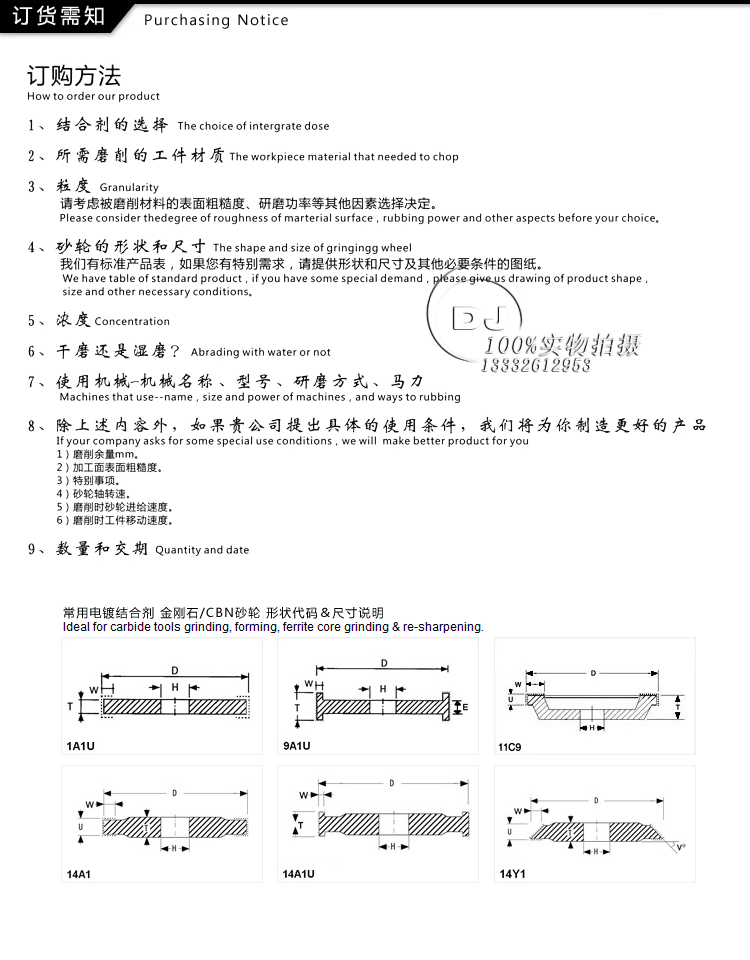
形狀:1A1U平行
外徑D:145MM
厚度T:25MM
孔徑H:32MM
包邊寬度:3MM
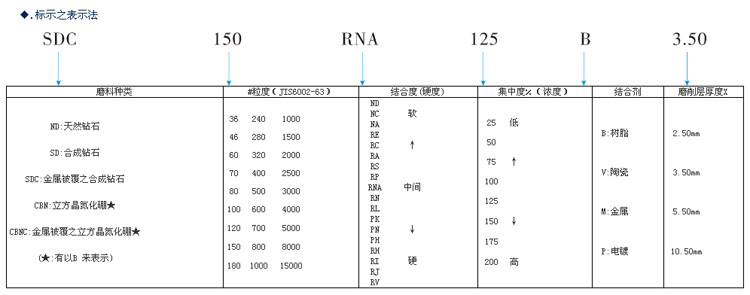
磨料:金剛石
結合劑:電鍍
電鍍區域:外圓,見圖紙
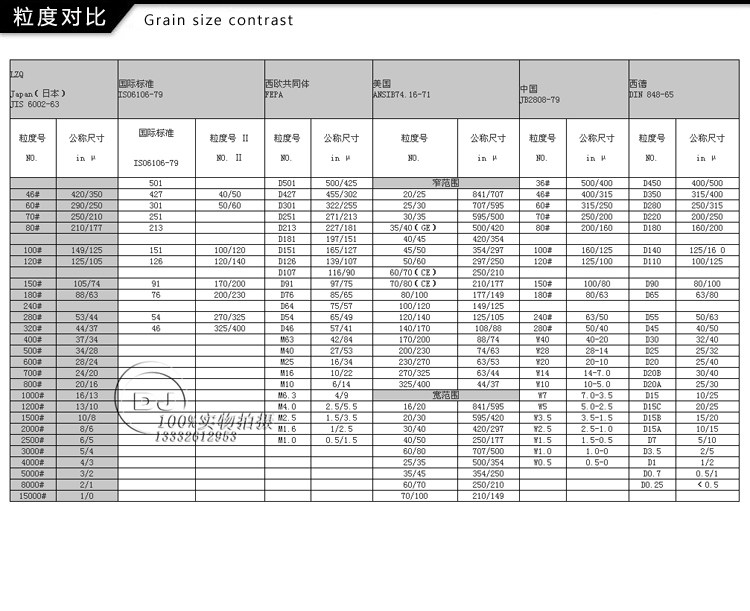
粒度:粗砂40目(其余粒度可訂制)
尺寸:145D*25T*32H SDC40P
用途:用于修整成形磨削用的普通砂輪
產地:東莞
交期:7-10天
把白剛玉砂輪放到普通外圈磨床頭架之間,用電鍍砂輪進行修磨,其修整效率很高,修復后的砂輪磨削性能良好。
東巨修整的電鍍金剛石砂輪如圖所示,采用粒度為40號五型人造金剛石和外鍍法制造,用于粗磨剛玉砂輪中部寬25mm,深為1.8mm的凹槽。砂輪的主要工作面是外圓。
東巨修整的方法及工藝要求是:把被修整的剛玉砂輪用心軸固定,然后裝到外圓磨床的改裝頭架中間,用硬度為J-L,粒度為60號的白色氧化鋁砂輪,以切人磨方式,每次徑向進給0.02-0.03mm,磨削2-3次,再縱向往復磨削一次,如此循環交替地進行修整,直到把剛玉砂輪露出新的磨料或除去到預定尺寸為止。整個修整進給操作過程,都是通過濕磨手動完成的,修整砂輪的速度大于15m/s,被修整砂輪的轉速小于50r/min為宜。












































免責聲明:當前頁為 1A1電鍍結合劑金剛石磨輪 開粗大進刀鋒利耐磨 東莞SDC砂輪定制廠家產品信息展示頁,該頁所展示的 1A1電鍍結合劑金剛石磨輪 開粗大進刀鋒利耐磨 東莞SDC砂輪定制廠家產品信息及價格等相關信息均有企業自行發布與提供, 1A1電鍍結合劑金剛石磨輪 開粗大進刀鋒利耐磨 東莞SDC砂輪定制廠家產品真實性、準確性、合法性由店鋪所有企業完全負責。世界工廠網對此不承擔任何保證責任,亦不涉及用戶間因交易而產生的法律關系及法律糾紛,糾紛由會員自行協商解決。
友情提醒:世界工廠網僅作為用戶尋找交易對象,就貨物和服務的交易進行協商,以及獲取各類與貿易相關的服務信息的渠道。為避免產生購買風險,建議您在購買相關產品前務必確認供應商資質及產品質量。過低的價格、夸張的描述、私人銀行賬戶等都有可能是虛假信息,請您謹慎對待,謹防欺詐,對于任何付款行為請您慎重抉擇。
投訴方式:fawu@gongchang.com是處理侵權投訴的專用郵箱,在您的合法權益受到侵害時,請將您真實身份信息及受到侵權的初步證據發送到該郵箱,我們會在5個工作日內給您答復,感謝您對世界工廠網的關注與支持!
(c)2008-2025 世界工廠網V3.6 All Rights Reserved 豫ICP備2024066506號










