





東莞訂做 20CrMnTi 滲碳淬火鋼內圓磨 電鍍帶柄CBN砂輪 跳動小零修整





名稱:高精度CBN帶柄砂輪/CBN磨頭
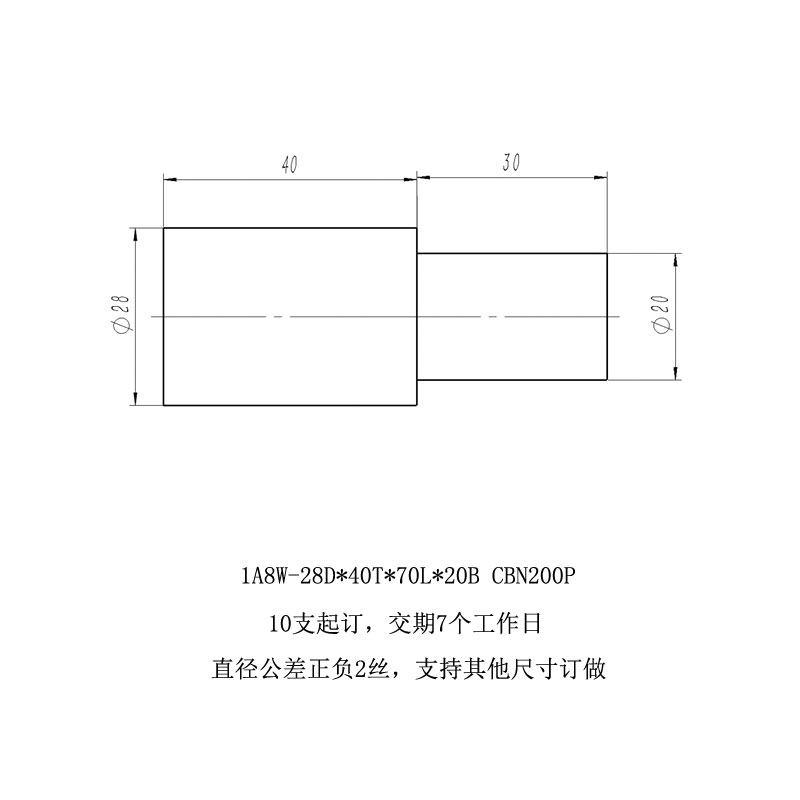
形狀:圓柱
直徑:28毫米
砂長:40毫米
總長:70毫米
柄徑:20毫米
粒度:200目(如需其他粒度請聯系客服)
公差:正負0.02mm
同軸度:0.01以內
磨料:立方氮化硼/CBN
結合劑:電鍍結合劑
基體:軸承鋼、45#鋼、高速鋼
加工方式:內圓磨削
加工條件:濕磨
加工對象:淬火鋼、高溫合金、 20CrMoTi 、38CrMoAl 、鎳基合金
冷卻液:冷卻油基液
【特別說明】在磨削高溫下,CBN磨粒遇堿性水溶液會發生化學反應,反應結果將使磨粒晶形破壞。所以,CBN砂輪磨削時,東巨磨具店工程師建議選用油性冷卻液,而不能用水基冷卻液。
適用設備:CNC數控加工中心、內圓磨床等
【機床選擇】 建議滿足以下要求
a. 必須具有較高的主軸精度,使用數控機床較為理想。
b. 要求機床主軸具有較高轉速,且轉速范圍可以改變。
c. 機床工作必須平穩。
【電鍍CBN帶柄砂輪的制作流程】
45#鋼→下料→調質處理→車削(粗車+細車+精車)→磨頭基體→表面防護處理并電鍍CBN磨料→上砂(磨料DL1,粒度150#、濃度200%、電鍍金屬結合劑)。
【電鍍CBN帶柄砂輪的磨削效果】
通過生產實踐證明,采用電鍍CBN帶柄砂輪在數控加工中心上加工上述材料是可行的,砂輪剛性有較大提高,砂輪壽命比普通剛玉/碳化硅砂輪提高10~20倍。CBN磨頭的磨削比是常規砂輪的50倍以上,磨削表面無燒傷、裂紋,表面完整性符合成品要求,加工精度完全滿足工藝技術要求。并且CBN磨頭不需要修整,從而節省了修整工具及停機時間,使生產率大大提高,取得了明顯的技術經濟效益,具有廣泛的應用前景。傳統磨料逐漸退出歷史舞臺,超硬磨料將成為加工主流。
【東巨電鍍CBN磨頭的特點】
CBN具有極高的硬度,僅次于金剛石,它在耐熱性和對鐵元素呈化學惰性方面又優于金剛石,二者互補大大拓展了超硬磨料的應用領域。 由于CBN磨料具有耐磨性好、非親鐵性和高熱穩定性強等優點,所以CBN砂輪在難加工材料的磨削中能夠長期保持鋒利狀態、因而磨削力小,發熱量小,磨削溫度低,磨削零件精度高,生產效率高。電鍍CBN磨頭制作方便,砂輪的跳動完全由砂輪基體決定。電鍍CBN磨棒不需修整即可使用,而且在鍍層磨粒得到大限度地利用之后,磨頭基體經修復可重新鍍砂利用,既方便又經濟,歡迎來圖訂購,東巨超硬磨具店竭誠為您服務!



































免責聲明:當前頁為 東莞訂做20CrMnTi滲碳淬火鋼內圓磨電鍍帶柄CBN砂輪 跳動小零修整 28D*40T*70L*20B CBN200P產品信息展示頁,該頁所展示的 東莞訂做20CrMnTi滲碳淬火鋼內圓磨電鍍帶柄CBN砂輪 跳動小零修整 28D*40T*70L*20B CBN200P產品信息及價格等相關信息均有企業自行發布與提供, 東莞訂做20CrMnTi滲碳淬火鋼內圓磨電鍍帶柄CBN砂輪 跳動小零修整 28D*40T*70L*20B CBN200P產品真實性、準確性、合法性由店鋪所有企業完全負責。世界工廠網對此不承擔任何保證責任,亦不涉及用戶間因交易而產生的法律關系及法律糾紛,糾紛由會員自行協商解決。
友情提醒:世界工廠網僅作為用戶尋找交易對象,就貨物和服務的交易進行協商,以及獲取各類與貿易相關的服務信息的渠道。為避免產生購買風險,建議您在購買相關產品前務必確認供應商資質及產品質量。過低的價格、夸張的描述、私人銀行賬戶等都有可能是虛假信息,請您謹慎對待,謹防欺詐,對于任何付款行為請您慎重抉擇。
投訴方式:fawu@gongchang.com是處理侵權投訴的專用郵箱,在您的合法權益受到侵害時,請將您真實身份信息及受到侵權的初步證據發送到該郵箱,我們會在5個工作日內給您答復,感謝您對世界工廠網的關注與支持!
(c)2008-2026 世界工廠網V3.6 All Rights Reserved 豫ICP備2024066506號










