




模具自動剪澆口,切水口,模內自動切水口,模內切,模內熱切,模內熱切技術
模內熱切技術成熟嗎,模內切好用嗎,模內切廠家,模內熱切技術,模內熱切系統
蘇州自動切水口,模內自動切水口,模內切,模內熱切,模內熱切技術
2020年模具自動切水口 自動剪水口技術 切水口設備 蘇州模內熱切 模內切
 點擊添加圖片描述(最多60個字)
點擊添加圖片描述(最多60個字)
 點擊添加圖片描述(最多60個字)
點擊添加圖片描述(最多60個字)
背景技術:
現在人們對產品表面要求越來越高;因此,模具研發設計方面起到了決定性因素,一套模具的好壞決定了一款產品的質量。產品進膠選擇在模具設計研發方面起到至關重要作用。
在澆制模型時形成的框架與零件的結合部位叫做水口,該部分是產品所不需要的多余部分,需要將其切除;而在現有技術的制作中是產品注塑出來后再次需要機器分離產品中的水口;由于不能一次性加工完成而需要經過多個加工環節,則會二次加工會進一步影響產品的良品率并且比較繁瑣費時。
綜上可知,現有技術在實際使用上顯然存在不便與缺陷,所以有必要加以改進。
技術實現要素:
針對上述的缺陷,本實用新型的目的在于提供一種模內熱切模具,能夠節約成本與加工時間,提高效率。
為了實現上述目的,本實用新型提供一種模內熱切模具,包括有:
模具本體,其模內注塑成型加工件;
至少一模內切刀,設在所述模具本體內的所述加工件的水口處且與所述水口的邊緣相契合;
驅動裝置,與所述模內切刀連接以驅動所述模內切刀對所述水口切割。
根據所述的模內熱切模具,所述驅動裝置包括有:
接收所述模具本體發送的開模信號的接收模塊;
根據所述開模信號控制所述模內切刀對所述水口進行切割的第一控制模塊;
控制所述模內切刀復位的第二控制模塊。
 點擊添加圖片描述(最多60個字)
點擊添加圖片描述(最多60個字)
 點擊添加圖片描述(最多60個字)
點擊添加圖片描述(最多60個字)
 點擊添加圖片描述(最多60個字)
點擊添加圖片描述(最多60個字)
根據所述的模內熱切模具,所述模具本體設有發送模塊以發送所述開模信號到所述驅動裝置的所述接收模塊。
根據所述的模內熱切模具,所述模具本體還設有與所述發送模塊連接用以發送所述開模信號的觸控開關;和/或
所述發送模塊與所述接收模塊為無線通信連接或有線通信連接。
根據所述的模內熱切模具,設有至少一推動缸與所述模內切刀連接以推動所述模內切刀對所述水口的邊緣進行切割。
根據所述的模內熱切模具,所述驅動裝置設有至少一施壓導管連接至所述推動缸以對所述推動缸施加壓力推動所述模內切刀。
根據所述的模內熱切模具,所述推動缸設有至少一釋壓導管用以釋放壓力并復位所述模內切刀。
根據所述的模內熱切模具,所述推動缸設在所述模內切刀頂緊所述水口的另一面;和/或
所述推動缸設在所述模具本體的內部。
根據所述的模內熱切模具,所述驅動裝置為氣壓驅動裝置或液壓驅動裝置。
優選的是,所述驅動裝置為模內熱切液壓系統。
本實用新型所述的模內熱切模具包括有:模具本體,其模內注塑成型加工件;至少一模內切刀,設在所述模具本體內的所述加工件的水口處且與所述水口的邊緣相契合;驅動裝置,與所述模內切刀連接以驅動所述模內切刀對所述水口切割。借此,本實用新型能夠節約成本與加工時間,提高效率。
附圖說明
圖1為本實用新型優選實施例所述的加工件的結構示意圖;
圖2為本實用新型優選實施例所述的模內熱切模具的結構示意圖;
圖3為本實用新型優選實施例所述的模內熱切模具的模內結構放大圖;
圖4為圖3結構圖中所述模內切刀未切割前的A-A結構圖;
圖5為圖3結構圖中所述模內切刀切割后的A-A結構圖;
圖6為本實用新型優選實施例所述的模內熱切模具的關系框圖。
具體實施方式
為了使本實用新型的目的、技術方案及優點更加清楚明白,以下結合附圖及實施例,對本實用新型進行進一步詳細說明。應當理解,此處所描述的具體實施例僅僅用以解釋本實用新型,并不用于限定本實用新型。
圖1為本實施例所需要加工的所述加工件201,所述加工件201為一吸塵器的結構組件,如圖可看出在加工件201中有需要切除的水口202,該水口202是在注塑成型的過程中形成的多余部分,現有技術都是將加工件201注塑成型后取出再通過其他機器設備去除所述水口202,其過程繁瑣且費時,效率不高。
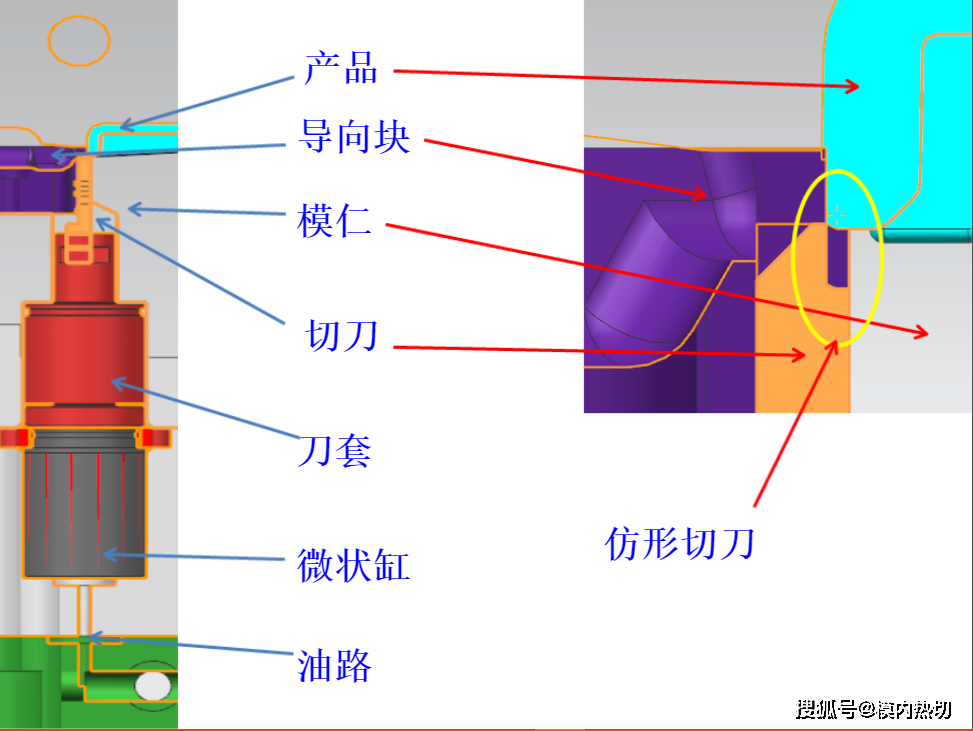
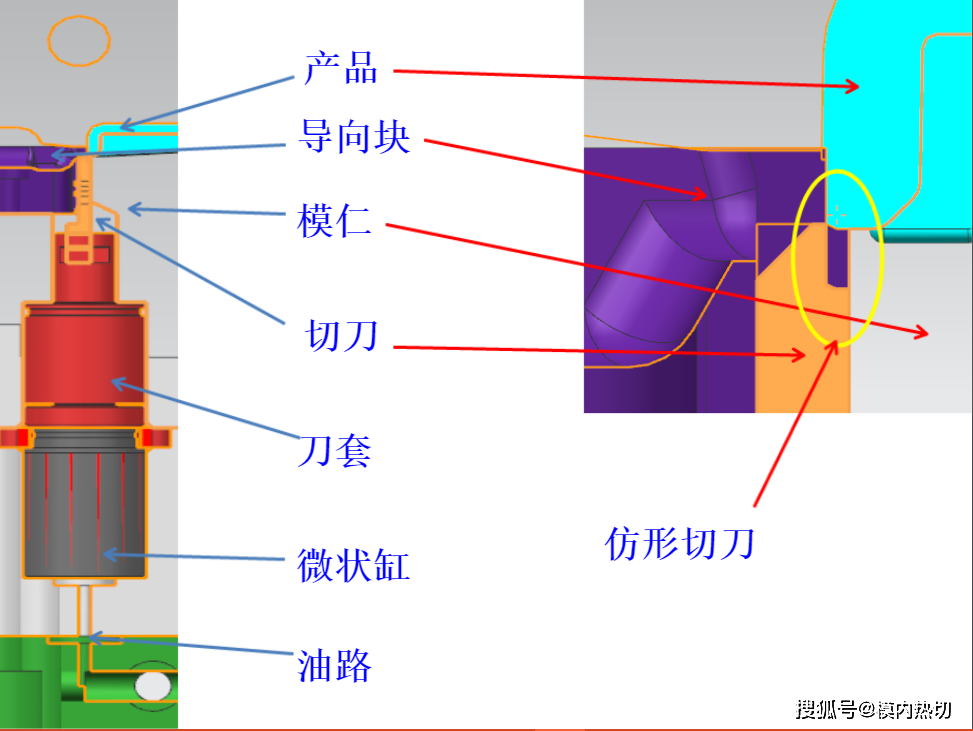
圖2是本實用新型優選實施例的模內熱切模具,包括有:模具本體10,其模內注塑成型加工件201;此時成型的加工件201還是帶有水口202的待切割件。至少一模內切刀11設在模具本體10內的加工件201的水口202處且與水口202 的邊緣相契合;驅動裝置20,與所述模內切刀11連接以驅動模內切刀11對水口202切割。其中,所述模內切刀11設在模具本體10內注塑成型后的加工件 201的頂部且對應著加工件201上的水口202,模內切刀11的刀鋒對應著加工件201與水口202的連接處,在驅動裝置20的驅動下,所述模內切刀11可下壓將加工件201上的水口202向下切離。該分離過程在模具本體10內進行,不需要取出再做進一步加工,即直接在注塑過程中將加工件201與水口202分離,避免了二次加工,節約了產品的加工時間與成本,并提高了加工效率。
本實施例的所述驅動裝置20設在模具本體10的外部,當然也可集成到模具本體10上,如圖6,所述驅動裝置20包括有:
接收所述模具本體10發送的開模信號的接收模21;
根據所述開模信號控制模內切刀11對水口202進行切割的第一控制模塊 22;
控制所述模內切刀11復位的第二控制模塊23。
所述模具本體10設有發送模塊111以發送所述開模信號到驅動裝置20的接收模塊21,還設有與所述發送模塊111連接用以發送開模信號的觸控開關 101。所述發送模塊111與接收模塊21可以為無線通信連接或有線通信連接,本實施例優選為所述發送模塊111通過一導線211與所述接收模塊21連接,開模信號即為加工件201注塑成型在指定切割位置上。
所述驅動裝置20可以為氣壓驅動裝置,也可以為液壓驅動裝置。所述驅動裝置20優選為模內熱切液壓系統。
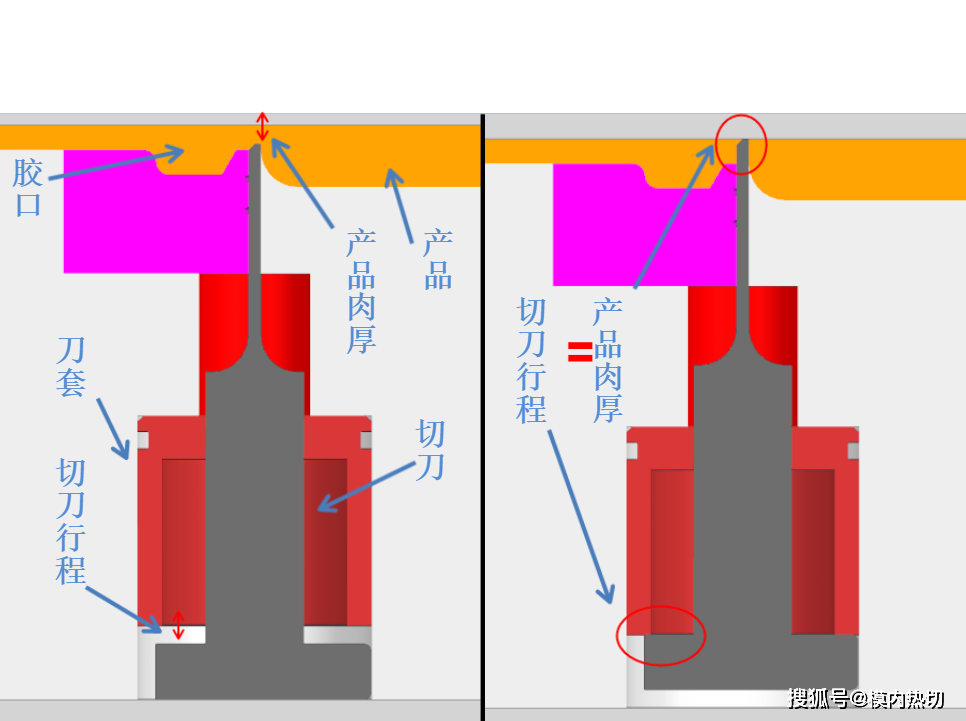
如圖3,設有至少一推動缸12與模內切刀11連接以推動模內切刀11對水口202的邊緣進行切割。本實施例的推動缸12優選為液壓驅動缸,所述驅動裝置20設有至少一施壓導管212連接至推動缸12以對推動缸12施加壓力推動模內切刀11。其中,所述施壓導管212為高壓油管;所述推動缸12設在模內切刀 11頂緊水口202的另一面且設在模具本體10的內部,如圖,所述推動缸12設在模內切刀11的上端,且所述模內切刀11下端頂緊加工件201上的水口202;通過高壓油管對推動缸12施壓以推動模內切刀11向下移動以切離所述加工件 201上的水口202。所述推動缸12還設有至少一釋壓導管102用以釋放壓力并復位模內切刀11,可以是排氣導管或排液導管。
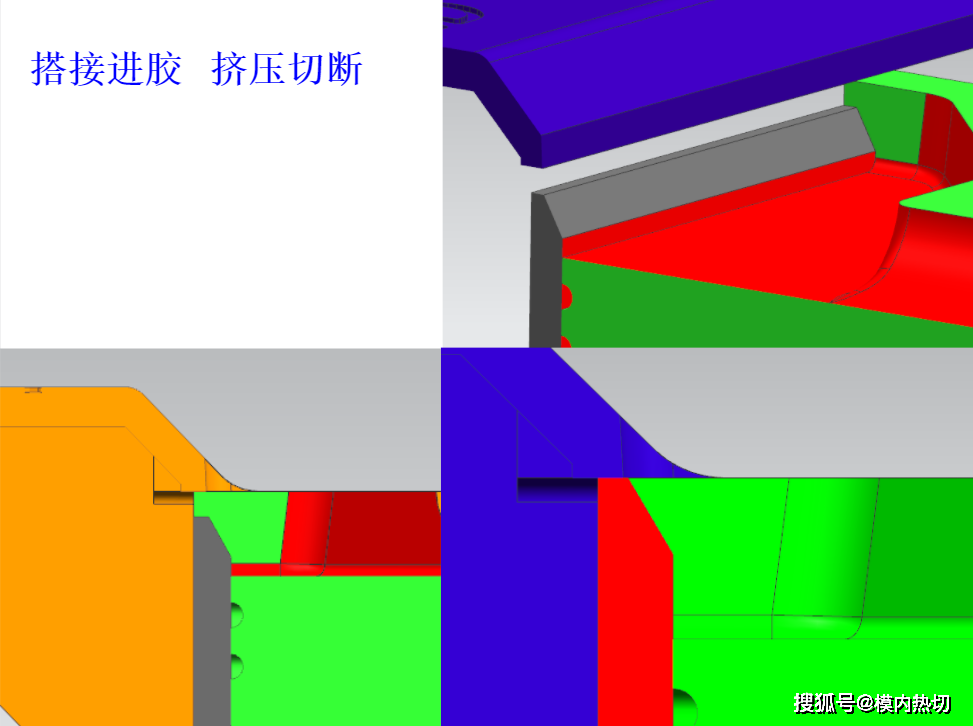
圖4~5所示,在模內切刀11對加工件201的水口202進行切割時,模內切刀11的下端恰好與水口202契合且不壓住加工件201,由模內切刀11上的推動缸12推動將水口202下壓到與所述加工件201分離。
具體工作原理為:模內熱切液壓系統20的接收模塊21接收到模具本體10 的發送模塊111發送的開模信號后,在指定時間后由第一控制模塊22通過高壓油管212輸出高壓到推動缸12,由所述推動缸12推動模內切刀11向下移動以將模內切刀11底部的水口202與加工件201分離開來;待一定時間冷卻后,再由第二控制模塊22控制推動缸12上的釋壓導管102開通釋放壓力,使得模內切刀11復位。具體是在水口202的底部設有一彈性組件,當釋壓導管102釋放壓力后,由該彈性組件向上頂所述水口202與模內切刀11向上復位,此時的水口202已經與加工件201斷開連接,最終將模具本體10開模,取出加工件201 和水口202,避免了二次加工的繁瑣,節約了加工時間與成本。
綜上所述,本實用新型所述的模內熱切模具包括有:模具本體,其模內注塑成型加工件;至少一模內切刀,設在所述模具本體內的所述加工件的水口處且與所述水口的邊緣相契合;驅動裝置,與所述模內切刀連接以驅動所述模內切刀對所述水口切割。借此,本實用新型能夠節約成本與加工時間,提高效率。
當然,本實用新型還可有其它多種實施例,在不背離本實用新型精神及其實質的情況下,熟悉本領域的技術人員當可根據本實用新型作出各種相應的改變和變形,但這些相應的改變和變形都應屬于本實用新型所附的權利要求的保護范圍。
模內熱選無錫節百力自動化設備有限公司,節百力模內熱切,您值得擁有









免責聲明:當前頁為 模具自動剪澆口,切水口,模內自動切水口,模內切,模內熱切,模內熱切技術 模內熱切技術成熟嗎,模內切好用嗎,模內切廠家,產品信息展示頁,該頁所展示的 模具自動剪澆口,切水口,模內自動切水口,模內切,模內熱切,模內熱切技術 模內熱切技術成熟嗎,模內切好用嗎,模內切廠家,產品信息及價格等相關信息均有企業自行發布與提供, 模具自動剪澆口,切水口,模內自動切水口,模內切,模內熱切,模內熱切技術 模內熱切技術成熟嗎,模內切好用嗎,模內切廠家,產品真實性、準確性、合法性由店鋪所有企業完全負責。世界工廠網對此不承擔任何保證責任,亦不涉及用戶間因交易而產生的法律關系及法律糾紛,糾紛由會員自行協商解決。
友情提醒:世界工廠網僅作為用戶尋找交易對象,就貨物和服務的交易進行協商,以及獲取各類與貿易相關的服務信息的渠道。為避免產生購買風險,建議您在購買相關產品前務必確認供應商資質及產品質量。過低的價格、夸張的描述、私人銀行賬戶等都有可能是虛假信息,請您謹慎對待,謹防欺詐,對于任何付款行為請您慎重抉擇。
投訴方式:fawu@gongchang.com是處理侵權投訴的專用郵箱,在您的合法權益受到侵害時,請將您真實身份信息及受到侵權的初步證據發送到該郵箱,我們會在5個工作日內給您答復,感謝您對世界工廠網的關注與支持!
(c)2008-2025 世界工廠網V3.6 All Rights Reserved 豫ICP備2024066506號










