





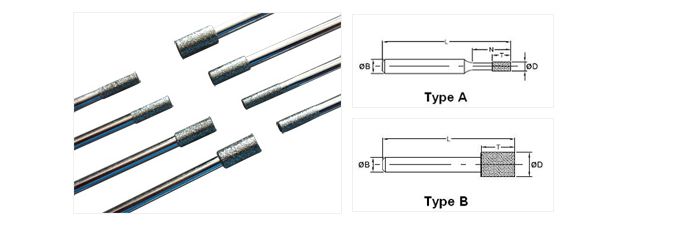
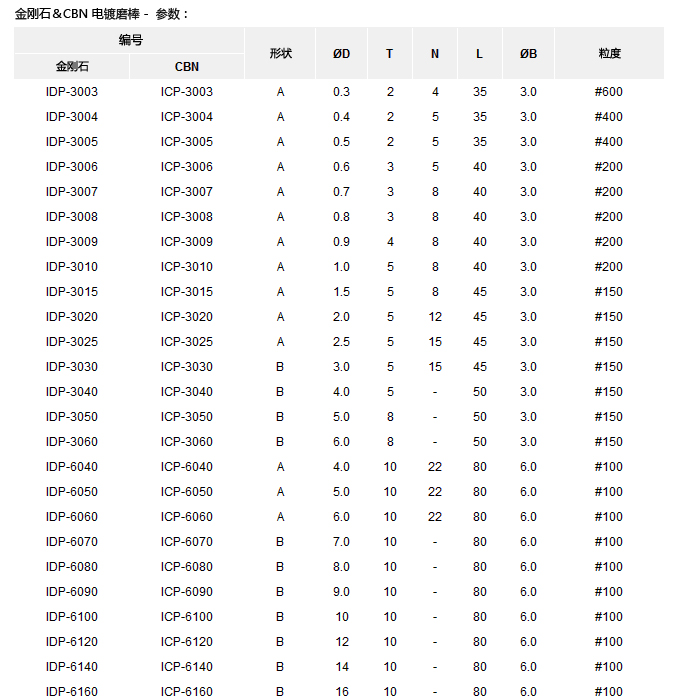
**圓柱電鍍CBN磨棒 立方氮化硼磨頭 內圓磨砂輪 臺灣工藝電鍍 4型磨料制作 直徑6D/8D/10D 歡迎來圖訂制
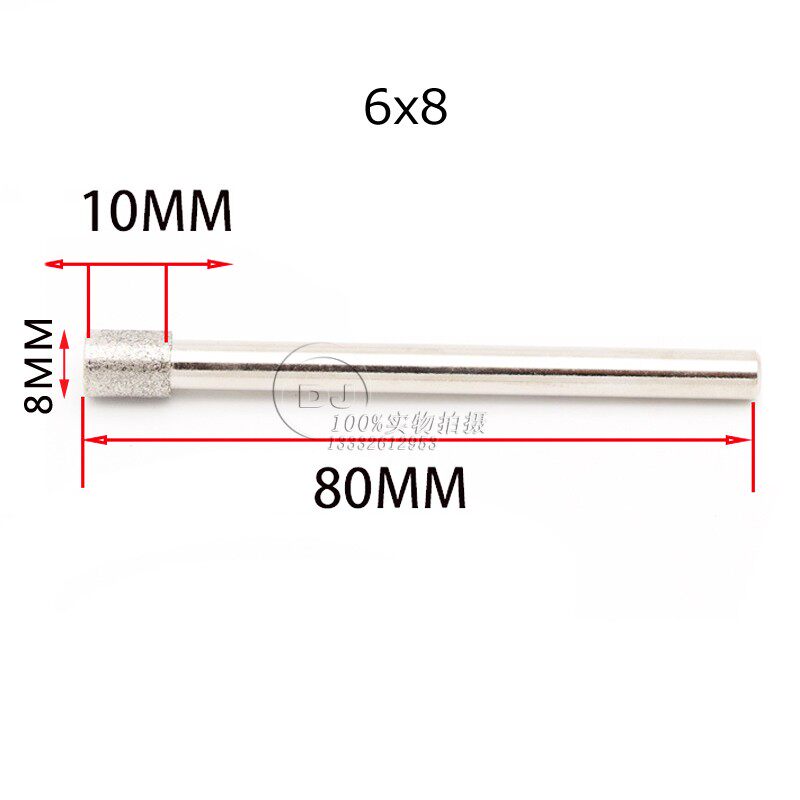
6D*10T*80L*6B CBN150P
8D*10T*80L*6B CBN150P
10D*10T*80L*6B CBN150P





















附錄:如何選擇合適的金剛石/CBN磨頭尺寸?
1,內圓磨棒直徑不宜太大或太小
磨內孔時,若砂輪直徑太大,則砂輪與工件的接觸弧隨之增大,使磨削熱增加,冷卻和排削困難。若砂輪直徑太小,難以達到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨鈍,使內孔表面粗糙度增大,生產效率降 低。
為了獲得良好的磨削效果,砂輪直徑與內孔直徑應保持適當的比值,此比值通常在0.5~0.9之間。當孔徑較小時,只要問題是砂輪圓周速度低,此時應取大比值;當孔距較小時,主要問題是冷卻和排屑困難,此時應去較小的比值。內圓砂輪直徑選擇可參考下表。
| 被磨孔的直徑/mm | 砂輪直徑/mm | 被磨孔的直徑/mm | 砂輪直徑/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2,內圓磨棒工作寬度不宜太寬或太窄
內圓磨削時,如果砂輪寬度太窄,砂輪容易磨損,不利于提高生產效率和降低表面粗糙度;如果砂輪太寬,則磨削力增大,易引起砂輪接長軸彎曲變形。因此磨內孔時,應選擇合適的砂輪寬度。在接長軸剛性和機床功率允許的范圍內,砂輪寬度可以按工件還長度選擇,見下表。
| 磨削長度/mm | 砂輪寬度/mm | 磨削長度/mm | 砂輪寬度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |









免責聲明:當前頁為 進口**圓柱電鍍CBN磨棒 立方氮化硼磨頭 內圓磨砂輪 臺灣工藝電鍍 4型磨料制作 直徑6D/8D/10D 歡迎來圖訂制產品信息展示頁,該頁所展示的 進口**圓柱電鍍CBN磨棒 立方氮化硼磨頭 內圓磨砂輪 臺灣工藝電鍍 4型磨料制作 直徑6D/8D/10D 歡迎來圖訂制產品信息及價格等相關信息均有企業自行發布與提供, 進口**圓柱電鍍CBN磨棒 立方氮化硼磨頭 內圓磨砂輪 臺灣工藝電鍍 4型磨料制作 直徑6D/8D/10D 歡迎來圖訂制產品真實性、準確性、合法性由店鋪所有企業完全負責。世界工廠網對此不承擔任何保證責任,亦不涉及用戶間因交易而產生的法律關系及法律糾紛,糾紛由會員自行協商解決。
友情提醒:世界工廠網僅作為用戶尋找交易對象,就貨物和服務的交易進行協商,以及獲取各類與貿易相關的服務信息的渠道。為避免產生購買風險,建議您在購買相關產品前務必確認供應商資質及產品質量。過低的價格、夸張的描述、私人銀行賬戶等都有可能是虛假信息,請您謹慎對待,謹防欺詐,對于任何付款行為請您慎重抉擇。
投訴方式:fawu@gongchang.com是處理侵權投訴的專用郵箱,在您的合法權益受到侵害時,請將您真實身份信息及受到侵權的初步證據發送到該郵箱,我們會在5個工作日內給您答復,感謝您對世界工廠網的關注與支持!
(c)2008-2025 世界工廠網V3.6 All Rights Reserved 豫ICP備2024066506號










