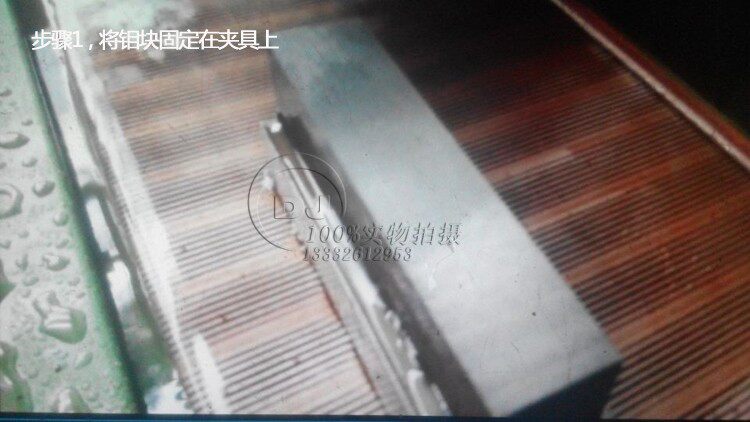
為正確使用金剛石/CBN砂輪,在初始安裝或砂輪表面發生變形時,有必要進行整形及修銳。
1.軟鋼磨削整形/修銳法【注:使用軟鐵(未硬化).紅銅.不銹鋼.鉬金屬(鉬塊、鉬棒),利用這些材料的靭性以柔克剛】
在砂輪的外周用油性筆進行標記,讓S45C等生材與之整體接觸(至油性筆記號消失),然后進行正常研磨,直至外周跳動消失。本方法在整形的同時也完成了修銳,因此可以此狀態進入正式作業。
技巧: 整修時務必降低砂輪轉速, 沖切削液, 進刀量需至0.03以上才有整修效果,請使用1180m/min的轉速,比通常轉速稍慢些。
(參考:通常為1700~2000m/min左右)
如果轉速不能降低,請將切入量降至1mm左右嘗試。進給速度采用30mm/min(每分鐘30毫米),近似于靜止的低速進給。
2.WA(白剛玉)或GC(綠色碳化硅)油石磨削修銳法(適用于平面磨床)
用臺鉗等固定WA或GC(C亦可)研磨油石,使其象工件一樣進行研磨。
研磨油石的粒度和研磨砂輪的粒度相同或相近為宜。
WA對修銳有效;GC對整形有效。
(1)砂輪的轉速
500~1,000min-1或200~500m/min-1為最恰當,采用通常作業轉速亦可。
(2)切入量
a.粗粒度(粗研磨用)砂輪
#140~#170時0.03~0.01mm/pass
#200~#230時0.01~0.005mm/pass
#270~#325時0.005mm/pass以下
b.細粒度(精加工研磨用)砂輪
#400時0.020~0.005mm/pass
#600時0.005~0.002mm/pass
#800時0.002mm/pass以下
(3)工作臺的動作
磨削時,僅進行前后進給,進給速度根據粒度不同進行調整。
磨粒越細,進給速度越慢。
(4)磨削液
即使采用濕式研磨,如果將研磨油石浸入磨削液一段時間后使用,效果也會更佳。
另外,作業時間較長時,作業中請用移液管等注入磨削液,使其始終處于濕潤狀態。
大致參考標準是在砂輪上帶切削渣滓,呈粘狀。
(5)注意事項
過度的整形及修銳會產生塌角。
磨粒越細,該傾向越嚴重。
3.使用修整器的方法
用修整器按上圖所示進行整形(調整動平衡、成型)。因為使用修整器修整后,砂輪表面的磨粒露出不充分。所以必須進行修銳。
但如果修銳時的切入量過大,會使砂輪受損,請務必注意。
4.使用帶制動裝置的整形設備的方法
如上圖所示,借助于金剛石/CBN砂輪的旋轉力,帶動WA或GC砂輪旋轉,通過砂輪間的速度差進行整形及修銳。盡管能進行高效作業,但如果WA或GC砂輪旋轉不順暢,則有可能使機械受損,請務必注意。
5.使用電機驅動整形設備的方法
這是通過電機驅動使WA或GC砂輪旋轉,對金剛石/CBN砂輪進行整形及修銳。能獲得最穩定的砂輪加工表面,作業既快又安全。
免責聲明:當前頁為 定做金剛石/CBN砂輪修整專用鉬塊 修鉆石樹脂砂輪專用鉬棒 100*20*20 平面磨外圓磨無心磨SDC樹脂砂輪專用產品信息展示頁,該頁所展示的 定做金剛石/CBN砂輪修整專用鉬塊 修鉆石樹脂砂輪專用鉬棒 100*20*20 平面磨外圓磨無心磨SDC樹脂砂輪專用產品信息及價格等相關信息均有企業自行發布與提供, 定做金剛石/CBN砂輪修整專用鉬塊 修鉆石樹脂砂輪專用鉬棒 100*20*20 平面磨外圓磨無心磨SDC樹脂砂輪專用產品真實性、準確性、合法性由店鋪所有企業完全負責。世界工廠網對此不承擔任何保證責任,亦不涉及用戶間因交易而產生的法律關系及法律糾紛,糾紛由會員自行協商解決。
友情提醒:世界工廠網僅作為用戶尋找交易對象,就貨物和服務的交易進行協商,以及獲取各類與貿易相關的服務信息的渠道。為避免產生購買風險,建議您在購買相關產品前務必確認供應商資質及產品質量。過低的價格、夸張的描述、私人銀行賬戶等都有可能是虛假信息,請您謹慎對待,謹防欺詐,對于任何付款行為請您慎重抉擇。
投訴方式:fawu@gongchang.com是處理侵權投訴的專用郵箱,在您的合法權益受到侵害時,請將您真實身份信息及受到侵權的初步證據發送到該郵箱,我們會在5個工作日內給您答復,感謝您對世界工廠網的關注與支持!
(c)2008-2025 世界工廠網V3.6 All Rights Reserved 豫ICP備2024066506號